 Elegant Extra Marble Pattern Waterjet Medallion for Interior Decoration
Elegant Extra Marble Pattern Waterjet Medallion for Interior Decoration
 Natural Green Sandstone for Floor Stair Bathroom Kitchen Bathroom Wall Tile
Natural Green Sandstone for Floor Stair Bathroom Kitchen Bathroom Wall Tile
 Hot Sell Yellow Wooden Vien Sandstone for Cladding Decorations Pavings Buliding Material
Hot Sell Yellow Wooden Vien Sandstone for Cladding Decorations Pavings Buliding Material
 Beige Roman Travertine for Bathroom/Countertop/Vanity/Wall/Floor Vein Cut Travertine Marble Tiles Supplier
Beige Roman Travertine for Bathroom/Countertop/Vanity/Wall/Floor Vein Cut Travertine Marble Tiles Supplier
 Calacatta Nano White Marble Stone /Calacatta Crystallized Glass/Nano Glass Stone
Calacatta Nano White Marble Stone /Calacatta Crystallized Glass/Nano Glass Stone
 CNC Waterjet Floor Medallions Natural Marble Floor Medallion Marble Mosaic
CNC Waterjet Floor Medallions Natural Marble Floor Medallion Marble Mosaic
 Luxury House Design Marble Waterjet Flower Marble Medallion for Villa Temple Hotel Border Design Lobby Royal Palace
Luxury House Design Marble Waterjet Flower Marble Medallion for Villa Temple Hotel Border Design Lobby Royal Palace
 Man Made Wood Gran Faux Marble Nano Crystallized Glass Stone for Home Flooring and Wall Decor
Man Made Wood Gran Faux Marble Nano Crystallized Glass Stone for Home Flooring and Wall Decor
The global construction industry is currently witnessing a paradigm shift towards high-performance, sustainable, and aesthetically superior materials. Nano White Marble, also known as Nano Crystallized Glass Stone, has emerged as the frontrunner in this revolution. Unlike traditional natural marble, which is porous and susceptible to staining, Nano White Marble is a non-porous, inorganic material produced through high-temperature sintering, mimicking the natural formation of volcanic glass but with enhanced structural integrity.
Today, the industrial status of Nano White Marble is characterized by its increasing dominance in high-end commercial projects and luxury residential developments. In regions like the Middle East (Dubai, Saudi Arabia), Europe (Switzerland, Netherlands), and North America, architects are moving away from natural stone due to its maintenance intensity. The global procurement demand is soaring specifically for materials that offer "Zero Water Absorption" and "Acid-Alkali Resistance," making China the primary hub for production and technological innovation in this sector.
Modern production lines now utilize AI-controlled kilns to ensure consistent color temperature and zero-defect crystallization.
Global regulations are favoring materials that reduce health risks during fabrication. Nano glass stone is a safe, silica-free alternative to quartz.
The trend is moving toward jumbo slabs (up to 3000x1800mm) to minimize grout lines in massive architectural facades.
Advanced 3D inkjet printing on Nano Glass allows for realistic Calacatta and Carrara veinings with the durability of glass.
Global enterprises—from hospitality chains to urban developers—require a partner who understands Technical Authoritativeness. Procurement specialists now look for more than just a low price; they seek reliability in supply chains, rigorous quality control (QC) protocols, and certifications that meet international building codes. China's manufacturing sector, specifically in Foshan, has evolved to meet these sophisticated demands by integrating R&D with large-scale production capacities.
Foshan Aura Stone Co., Ltd. was established in Foshan, China, in 2005. Over the past 20 years, we have grown into a leading supplier and exporter of high-quality building materials and stone products, serving customers in more than 150 countries worldwide.

With two decades of experience, we have accumulated rich industry knowledge and extensive global customer resources. In recent years, the company has focused on upgrading its core competitiveness, investing in mining resource development, intelligent production technologies, and the processing of finished products. Transitioning from a trade-oriented company to a comprehensive import and export enterprise, we now offer integrated solutions that meet the highest international standards.
Our products have been applied in numerous significant projects worldwide, including prestigious government and commercial developments, such as large-scale urban renovation projects in Switzerland, national cemetery constructions in Russia, subway stations in the Netherlands, and many high-end hotel and villa projects through long-term partnerships with distributors and construction supply chains.
In modern villas, Nano White is used for kitchen countertops and island tops. Its resistance to heat and acidic liquids (lemon juice, vinegar) makes it far superior to natural marble in "active" kitchens.
For skyscraper facades and shopping mall flooring, Nano White provides a consistent, ultra-white aesthetic that does not yellow or weather under UV exposure, maintaining the building's "brand new" look for decades.
Due to its zero-porosity and antibacterial properties, it is the preferred material for laboratory surfaces, hospitals, and sterile environments where hygiene is paramount.
As a premier China Nano White Marble Factory, Aura Stone offers unique advantages that Western distributors and contractors find indispensable:
We adhere to the corporate values of responsibility, progress, gratitude, and happiness, with a mission to cultivate professional expertise within our team. Our vision is to make architecture worldwide more beautiful and sustainable. Through dedicated service and collaborative innovation, we have earned the trust and recognition of customers across the globe, establishing long-term, win-win partnerships.
Foshan Aura Stone Co., Ltd. continues to advance in technology, design, and global partnerships, committed to creating a lasting impact on the construction and stone industry worldwide.
 China Popular Flower Marble Mosaic Customized Carrara White Marble Stone Mosaic Tile Tunisia Marble Mosaic for Home Decoration
China Popular Flower Marble Mosaic Customized Carrara White Marble Stone Mosaic Tile Tunisia Marble Mosaic for Home Decoration
 Iranian Persian Marble Silver Dark Grey Travertine Slab Black Marble Travertine Tile Outdoor Natural Dubai Travertine Iran Marble
Iranian Persian Marble Silver Dark Grey Travertine Slab Black Marble Travertine Tile Outdoor Natural Dubai Travertine Iran Marble
 Manufacture Natural Stone Beige Travertine Marble Slab Customized Table Outdoor Matte Marble
Manufacture Natural Stone Beige Travertine Marble Slab Customized Table Outdoor Matte Marble
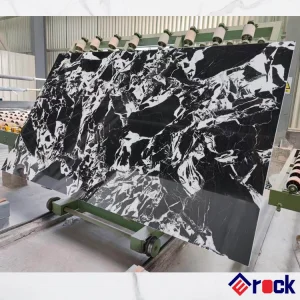 Artificial Marble Nano Crystal Glass Stone Napoleon Black Marble Slabs for Countertops and Vanity Tops
Artificial Marble Nano Crystal Glass Stone Napoleon Black Marble Slabs for Countertops and Vanity Tops
 Exquisite Flower Flooring Marble Medallion Waterjet-Carved Luxury Marble Floor Medallion with Unique Pattern Hotel Floor
Exquisite Flower Flooring Marble Medallion Waterjet-Carved Luxury Marble Floor Medallion with Unique Pattern Hotel Floor
 Transparent Material White Nano Crystal Glass Wood Texture Faux Stone Kitchen Counter Top
Transparent Material White Nano Crystal Glass Wood Texture Faux Stone Kitchen Counter Top
 Waterjet Marble Flower Indian Green Mix White Brass Matel Dots Inlay Mosaic
Waterjet Marble Flower Indian Green Mix White Brass Matel Dots Inlay Mosaic
 White Artificial Stone Nano Crystallized Glass Stone Slab for Project
White Artificial Stone Nano Crystallized Glass Stone Slab for Project